Bài 5: Gia công cơ khí
Nội dung lý thuyết
Các phiên bản khác1. ĐO VÀ VẠCH DẤU
1.1. Khái niệm
Là việc thể hiện hình dạng và kích thước thực tế của sản phẩm lên vật liệu cần gia công.
1.2. Dụng cụ đo và vạch dấu
a. Dụng cụ đo chiều dài
- Thước lá và thước cuộn là 2 dụng cụ dùng để đo và vạch dấu thông dụng.
- Độ dài từ 150 - 1000 mm.
- Thước cuộn có các loại dài 3,0 m; 5,0 m hoặc dài hơn.
- Thước cặp dùng để đo các kích thước có độ chính xác cao (từ 0,05 - 0, 01 mm), phạm vi đo vừa phải.



b. Dụng cụ đo góc
- Đo kiểm hoặc vạch dấu các góc trong quá trình gia công có thể dùng thước ê ke vuông, ê ke góc hoặc dụng cụ đo góc vạn năng.
c. Dụng cụ vạch dấu
- Gồm mũi vạch và chấm dấu.
- Thường được chế tạo bằng vật liệu có độ cứng cao có thể sử dụng lâu dài.
1.3. Quy trình đo và vạch dấu
- Đo kích thước bằng thước là
+ Bước 1. Đo kích thước.
+ Bước 2. Đọc trị số kích thước.
- Đo kích thước bằng thước cặp.
+ Bước 1. Chuẩn vị thước và vật cần đo.
+ Bước 2. Đo kích thước vật cần đo.
+ Bước 3. Đọc trị số.
- Vạch dấu trên mặt phẳng.
+ Bước 1. Bôi vôi hoặc phấn màu lên bề mặt phôi.
+ Bước 2. Kết hợp các dụng cụ đo.
+ Bước 3. Vạch các đường bao của chi tiết hoặc dùng chấm dấu.
2. CƯA
2.1. Khái niệm
- Là một dạng gia công thô nhằm cắt vật thể thành từng phần, cắt bỏ phần thừa hoặc cắt rãnh.
2.2. Tư thế đứng và cách cầm cưa
- Tư thế đứng: đứng thẳng, khối lượng cơ thể phân đều lên chân.
- Cách cầm cưa: tay thuận nắm cán cưa, tay còn lại nắm đầu kia của khung cưa.
- Thao tác: đẩy và kéo cư bằng hai tay.
2.3. An toàn khi cưa
- Mặc trang phục bảo hộ lao động.
- Sử dụng cưa đảm bảo an toàn kĩ thuật.
- Khi cưa gần đứt phải cưa nhẹ hơn và đỡ vật để không rơi vào chân.
- Không dùng tay gạt mạt cưa hoặc thổi mạt cưa để tránh bay vào mắt.
2.4. Quy trình cưa
- Bước 1. Lắp lưỡi cưa vào khung cưa.
- Bước 2. Lấy dấu trên vật cần cưa.
- Bước 3. Kẹp vật cần cưa lên ê tô.
- Bước 4. Cưa theo vạch dấu.
3. ĐỤC
3.1. Khái niệm
- Là bước gia công thô, thường được sử dụng khi lượng dư gia công lớn hơn 0,5 mm.

3.2. Tư thế đứng, cách cầm búa và đục
- Cầm đục và búa.
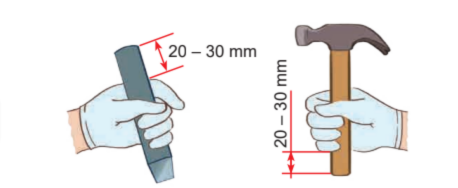

- Cách cầm đục và cầm búa: cần búa ở tay thuận, tay kia cầm đục.
- Tư thế đục tương tự như tư thế cưa.
- Chú ý đứng ở vị trí để tạo lực đánh búa vuông góc với má kẹp ê tô.
3.3. An toàn lao động khi đục
- Mặc trang phục bảo hộ lao động.
- Chọn búa có cán không bị vỡ, nứt; đầu búa tra vào cán chắc chắn.
- Chọn đục không bị mẻ lưỡi.
- Phải có lưới chắn phoi ở phái đối diện với người đục.
- Cầm đục, búa chắc chắn, đánh búa đúng đầu đục.
3.4. Quy trình đục
- Bước 1. Kẹp vật cần đục vào ê tô.
- Bước 2. Neo đục vào vật.
- Bước 3. Đục hoặc chặt đứt theo vị trí đã xác định
4. Dũa kim loại
4.1. Khái niệm
- Tạo độ nhẵn, phẳng trên các bề mặt nhỏ, khó thực hiện được trên các máy công cụ.

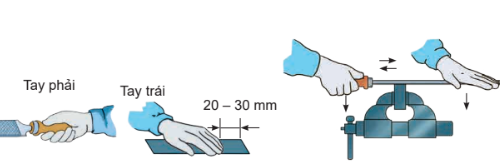
4.2. Tư thế đứng và cách cầm dũa
- Khi dũa, chi tiết được kẹp trên ê tô. Chiều cao ê tô vừa đủ để cánh tay tạo thành góc vuông khi làm việc.
- Cách cầm dũa và thao tác dũa.
- Khi dũa phải thực hiện hai chuyển động:
+ Đẩy dũa tạo lực cắt.
+ Kéo dũa về không cần ấn.
4.3. An toàn khi dũa
- Mặc trang phục bảo hộ lao động.
- Bàn ê tô phải chắc chắn, vật dũa phải được kẹp chặt.
- Không được dùng dũa nứt cán hoặc không có cán.
- Không thổi phơi để tránh phơi bắn vào mắt.
4.4. Quy trình dũa
- Bước 1. Kẹp vật cần dũa vào ê tô.
- Bước 2. Dũa phải.
- Bước 3. Dũa hoàn thiện.